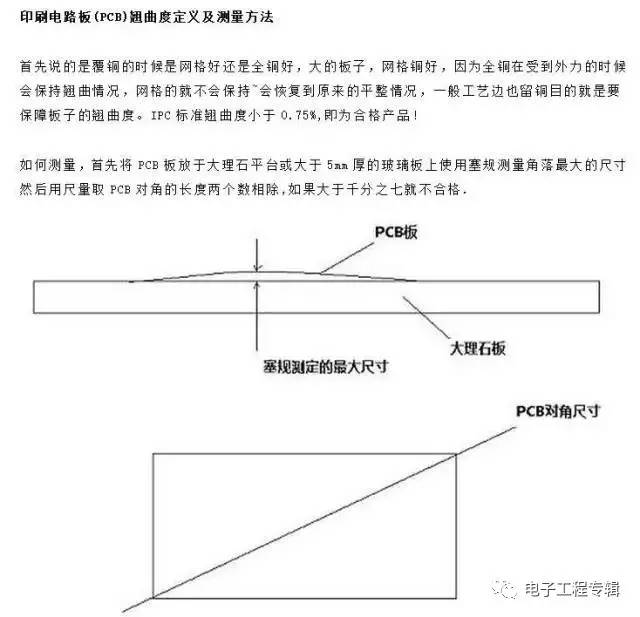
°°PCB∞Âæ≠π˝ªÿ¡˜∫∏ ±¥Û∂ý»ð“◊∑¢…˙∞ÂÕ‰∞«ã¨—œ÷ÿµƒª∞…ı÷¡ª·‘Ï≥…‘™º˛ø’∫∏°¢¡¢±Æµ»«Èøˆ£¨”¶»Á∫ŒøÀ∑˛ƒÿ£ø
°°°°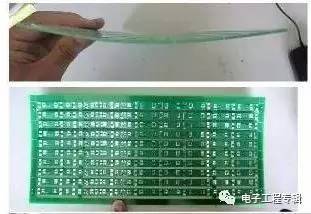
°°°°1°¢PCB∞±‰–ŒµƒŒ£∫¶
°°°°‘⁄◊‘∂ترÌ√ÊÃ˘◊∞œþ…œ,µÁ¬∑∞»Ù≤ª∆Ω’˚,ª·“˝∆∂®Œª≤ª◊º,‘™∆˜º˛ŒÞ∑®≤Â◊∞ªÚÃ˘◊∞µΩ∞Â◊”µƒø◊∫Õ±Ì√ÊÃ˘◊∞∫∏≈Ã…œ,…ı÷¡ª·◊≤ªµ◊‘∂Ø≤Â◊∞ª˙°£◊∞…œ‘™∆˜º˛µƒµÁ¬∑∞Â∫∏Ω”∫Û∑¢…˙Õ‰«˙,‘™º˛Ω≈∫Ѓ—ºÙ∆Ω’˚∆ΰ£∞Â◊”“≤ŒÞ∑®◊∞µΩª˙œ‰ªÚª˙ƒ⁄µƒ≤Â◊˘…œ,À˘“‘,◊∞≈‰≥ß≈ˆµΩ∞«ÃÕ¨—˘ « Æ∑÷∑≥ƒ’°£ƒø«∞µƒ±Ì√ÊÃ˘◊∞ºº ı’˝‘⁄≥Ø◊≈∏þæ´∂»°¢∏þÀŸ∂»°¢÷«ƒÐªØ∑ΩœÚ∑¢’π,’‚æÕ∂‘◊ˆŒ™∏˜÷÷‘™∆˜º˛º“‘∞µƒPCB∞Â÷≥ˆ¡À∏¸∏þµƒ∆Ω’˚∂»“™«Û°£
°°°°
°°°°
°°°°‘⁄IPC±Í◊º÷–Ãÿ±÷∏≥ˆ¥¯”–±Ì√ÊÃ˘◊∞∆˜º˛µƒPCB∞‘ –̵ƒ◊Ó¥Û±‰–Œ¡øŒ™0.75%,√ª”–±Ì√ÊÃ˘◊∞µƒPCB∞‘ –̵ƒ◊Ó¥Û±‰–Œ¡øŒ™1.5%°£ µº …œ,Œ™¬˙◊„∏þæ´∂»∫Õ∏þÀŸ∂»Ã˘◊∞µƒ–Ë«Û,≤ø∑÷µÁ◊”◊∞¡™≥ߺ“∂‘±‰–Œ¡øµƒ“™«Û∏¸º”—œ∏Ò,»ÁŒ“π´Àæ”–∂ý∏ˆøժߓ™«Û‘ –̵ƒ◊Ó¥Û±‰–Œ¡øŒ™0.5%,…ı÷¡”–∏ˆ±øժߓ™«Û0.3%°£
°°°°PCB∞”…Õ≠≤≠°¢ ˜÷¨°¢≤£¡ß≤ºµ»≤ƒ¡œ◊È≥…,∏˜≤ƒ¡œŒÔ¿Ì∫ժؗߖ‘ƒÐæ˘≤ªœýÕ¨,—π∫œ‘⁄“ª∆∫Û±ÿ»ªª·≤˙…˙»»”¶¡¶≤–¡Ù,µº÷¬±‰–Œ°£Õ¨ ±‘⁄PCBµƒº”π§π˝≥Ã÷–,ª·æ≠π˝∏þŒ¬°¢ª˙–µ«–œ˜°¢ ™¥¶¿Ìµ»∏˜÷÷¡˜≥Ã,“≤ª·∂‘∞º˛±‰–Œ≤˙…˙÷ÿ“™”∞œÏ,◊Ð÷Æø…“‘µº÷¬PCB∞±‰–Œµƒ‘≠“Ú∏¥‘”∂ý—˘,»Á∫Œºı…ŸªÚœ˚≥˝”…”⁄≤ƒ¡œÃÿ–‘≤ªÕ¨ªÚ’þº”π§“˝∆µƒ±‰–Œ,≥…Œ™PCB÷∆‘Ï…Ã√Ê¡Ÿµƒ◊Ó∏¥‘”Œ Â÷Æ“ª°£
°°°°2°¢PCB∞±‰–Œ≤˙…˙‘≠“Ú∑÷Œˆ
°°°°PCB∞µƒ±‰–Œ–Ë“™¥”≤ƒ¡œ°¢Ω·ππ°¢Õº–Œ∑÷≤º°¢º”π§÷∆≥õ»º∏∏ˆ∑Ω√ÊΩ¯––—–æø£¨±æŒƒΩ´∂‘ø…ƒÐ≤˙…˙±‰–Œµƒ∏˜÷÷‘≠“Ú∫Õ∏ƒ…∆∑Ω∑®Ω¯––∑÷Œˆ∫Õ≤˚ ˆ°£
°°°°µÁ¬∑∞Â…œµƒ∆ÃÕ≠√Ê√ʪ˝≤ªæ˘‘»£¨ª·∂ÒªØ∞ÂÕ‰”Î∞«ð£
°°°°“ª∞„µÁ¬∑∞Â…œ∂ºª·…˺∆”–¥Û√ʪ˝µƒÕ≠≤≠¿¥µ±◊˜Ω”µÿ÷Æ”√£¨”– ±∫ÚVcc≤„“≤ª·”–…˺∆”–¥Û√ʪ˝µƒÕ≠≤≠£¨µ±’‚–©¥Û√ʪ˝µƒÕ≠≤≠≤ªƒÐæ˘‘»µÿ∑÷Å—‘⁄Õ¨“ª∆¨µÁ¬∑∞Â…œµƒ ±∫Ú£¨æÕª·‘Ï≥…Œ¸»»”Î…¢»»ÀŸ∂»≤ªæ˘‘»µƒŒ £¨µÁ¬∑∞µ±»ª“≤ª·»»’Õ¿‰Àı£¨»Áπ˚’«Àı≤ªƒÐÕ¨ ±æÕª·‘Ï≥…≤ªÕ¨µƒ”¶¡¶∂¯±‰–Œ£¨’‚ ±∫Ú∞Â◊”µƒŒ¬∂»»Áπ˚“—æ≠¥ÔµΩ¡ÀTg÷µµƒ…œœÞ£¨∞Â◊”æÕª·ø™ º»ÌªØ£¨‘Ï≥…”¿æ√µƒ±‰–Œ°£
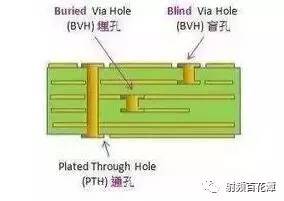
°°°°µÁ¬∑∞Â…œ∏˜≤„µƒ¡¨Ω·µ„(vias£¨π˝ø◊)ª·œÞ÷∆∞Â◊”’«Àı °£
°°°°œ÷ΩÒµƒµÁ¬∑∞Â¥Û∂ýŒ™∂ý≤„∞£¨∂¯«“≤„”Î≤„÷ƺ‰ª·”–œÚ√≠∂§“ª—˘µƒ¡¨Ω”µ„(vias)£¨¡¨Ω·µ„”÷∑÷Œ™Õ®ø◊°¢√§ø◊”άÒø◊£¨”–¡¨Ω·µ„µƒµÿ∑Ωª·œÞ÷∆∞Â◊”’«¿‰Àıµƒ–ßπ˚£¨“≤ª·º‰Ω”‘Ï≥…∞ÂÕ‰”Î∞«ð£
°°°°
°°°°PCB∞±‰–Œµƒ‘≠“Ú£∫
°°°°£®1£©µÁ¬∑∞±æ…̵ƒ÷ÿ¡øª·‘Ï≥…∞Â◊”∞ºœð±‰–Œ
°°°°“ª∞„ªÿ∫∏¬Ø∂ºª· π”√¡¥Ãı¿¥¥¯∂صÁ¬∑∞”⁄ªÿ∫∏¬Ø÷–µƒ«∞Ω¯£¨“≤æÕ «“‘∞Â◊”µƒ¡Ω±þµ±÷ßµ„≥≈∆’˚∆¨∞Â◊”£¨»Áπ˚∞Â◊”…œ√Ê”–π˝÷ÿµƒ¡„º˛£¨ªÚ «∞Â◊”µƒ≥þ¥Áπ˝¥Û£¨æÕª·“ÚŒ™±æ…̵ƒ÷÷¡ø∂¯≥ œ÷≥ˆ÷–º‰∞ºœðµƒœ÷œÛ£¨‘Ï≥…∞ÂÕ‰°£
°°°°£®2£©V-Cutµƒ…Ó«≥º∞¡¨Ω”Ãıª·”∞œÏ∆¥∞±‰–Œ¡ø
°°°°ª˘±æ…œV-CutæÕ «∆∆ªµ∞Â◊”Ω·π𵃑™–◊£¨“ÚŒ™V-CutæÕ «‘⁄‘≠¿¥“ª¥Û’≈µƒ∞Â≤ƒ…œ«–≥ˆπµ≤€¿¥£¨À˘“‘V-Cutµƒµÿ∑ΩæÕ»ð“◊∑¢…˙±‰–Œ°£
°°°°
°°°°2.1 —π∫œ≤ƒ¡œ°¢Ω·ππ°¢Õº–Œ∂‘∞º˛±‰–ŒµƒœÏ∑÷Œˆ
°°°°PCB∞”…–æ∞Â∫Õ∞ÎπêØ∆¨“‘º∞Õ‚≤„Õ≠≤≠—π∫œ∂¯≥…£¨∆‰÷––æ∞”ÎÕ≠≤≠‘⁄—π∫œ ± л»±‰–Œ£¨±‰–Œ¡ø»°æˆ”⁄¡Ω÷÷≤ƒ¡œµƒ»»≈Ú’Õœµ ˝£®CTE£©£ª
°°°°Õ≠≤≠µƒ»»≈Ú’Õœµ ˝£®CTE£©Œ™17X10-6◊Û”“£ª
°°°°∂¯∆’Õ®FR-4ª˘≤ƒ‘⁄Tgµ„œ¬ZœÚCTEŒ™£®50~70£©X10-6£ª
°°°°TGµ„“‘…œŒ™£®250~350£©X10-6£¨XœÚCTE”…”⁄≤£¡ß≤º¥Ê‘⁄£¨“ª∞„”ÎÕ≠≤≠¿ýÀ∆°£
°°°°πÿ”⁄TGµ„µƒ◊¢ Õ£∫
°°°°∏þTg”°÷∆∞µ±Œ¬∂»…˝∏þµΩƒ≥“ª«¯”Ú ±£¨ª˘∞ÂΩ´”…"≤£¡ßè°±◊™±‰Œ™°∞œΩ∫è°±£¨¥À ±µƒŒ¬∂» ≥∆Œ™∏√∞µƒ≤£¡ßªØŒ¬∂»(Tg)°£“≤æÕ «Àµ£¨Tg «ª˘≤ƒ±£≥÷∏’–‘µƒ◊Ó∏þŒ¬∂»(°Ê)°£“≤æÕ «Àµ∆’Õ®PCBª˘∞Â≤ƒ¡œ‘⁄∏þŒ¬œ¬£¨≤ªµ´≤˙…˙»ÌªØ°¢±‰–Œ°¢»€»⁄µ»œ÷œÛ£¨Õ¨ ±ªπ±Ìœ÷‘⁄ª˙–µ°¢µÁ∆¯Ãÿ–‘µƒº±æÁœ¬Ωµ°£
°°°°“ª∞„Tgµƒ∞Â≤ƒŒ™130∂»“‘…œ£¨∏þTg“ª∞„¥Û”⁄170∂»£¨÷–µ»Tg‘º¥Û”⁄150∂»°£
°°°°Õ®≥£Tg°ð170°ÊµƒPCB”°÷∆∞£¨≥∆◊˜∏þTg”°÷∆∞°£
°°°°ª˘∞µƒTg÷∏þ¡À£¨”°÷∆∞µƒƒÕ»»–‘°¢ƒÕ≥± ™–‘°¢ƒÕªØ—ß–‘°¢ƒÕŒ»∂®–‘µ»Ãÿ’˜∂ºª·Ã·∏þ∫Õ∏ƒ…∆°£TG÷µ‘Ω∏þ£¨∞Â≤ƒµƒƒÕŒ¬∂»–‘ƒÐ‘Ω∫√ £¨”»∆‰‘⁄ŒÞ«¶÷∆≥Ã÷–£¨∏þTg”¶”√±»Ωœ∂ý°£
°°°°∏þTg÷∏µƒ «∏þƒÕ»»–‘°£ÀÊ◊≈µÁ◊”𧓵µƒ∑…‘æ∑¢’π£¨Ãÿ± «“‘º∆À„ª˙Œ™¥˙±ÌµƒµÁ◊”≤˙∆∑£¨œÚ◊≈∏þπ¶ƒÐªØ°¢∏þ∂ý≤„ªØ∑¢’π£¨–Ë“™PCBª˘∞Â≤ƒ¡œµƒ∏¸∏þµƒƒÕ»»–‘◊˜Œ™÷ÿ“™µƒ±£÷§°£“‘SMT°¢CMTŒ™¥˙±Ìµƒ∏þ√Ð∂»∞≤◊∞ºº ıµƒ≥ˆœ÷∫Õ∑¢’𣨠πPCB‘⁄–°ø◊æ∂°¢æ´œ∏œþ¬∑ªØ°¢±°–ÕªØ∑Ω√Ê£¨‘Ω¿¥‘Ω¿Î≤ªø™ª˘∞Â∏þƒÕ»»–‘µƒ÷ß≥÷°£
°°°°À˘“‘“ª∞„µƒFR-4”Î∏þTgµƒFR-4µƒ«¯±£∫ «‘⁄»»Ã¨œ¬£¨Ãÿ± «‘⁄Œ¸ ™∫Û Ð»»œ¬£¨∆‰≤ƒ¡œµƒª˙–µ«ø∂»°¢≥þ¥ÁŒ»∂®–‘°¢’≥Ω”–‘°¢Œ¸ÀÆ–‘°¢»»∑÷Ω‚–‘°¢»»≈Ú’Õ–‘µ»∏˜÷÷«Èøˆ¥Ê‘⁄≤Ó“Ï£¨∏þTg≤˙∆∑√˜œ‘“™∫√”⁄∆’Õ®µƒPCBª˘∞Â≤ƒ¡œ°£
°°°°∆‰÷–◊ˆ∫√ƒ⁄≤„Õº–Œµƒ–æ∞µƒ≈Ú’Õ”…”⁄Õº–Œ∑÷≤º”Ζæ∞Â∫Ò∂»ªÚ’þ≤ƒ¡œÃÿ–‘≤ªÕ¨∂¯≤ªÕ¨£¨µ±Õº–Œ∑÷≤º”Ζæ∞Â∫Ò∂»ªÚ’þ≤ƒ¡œÃÿ–‘≤ªÕ¨∂¯≤ªÕ¨£¨µ±Õº–Œ∑÷≤º±»Ωœæ˘‘»£¨≤ƒ¡œ¿ý–Õ“ª÷¬£¨≤ªª·≤˙…˙±‰–Œ°£µ±PCB∞Â≤„—πΩ·ππ¥Ê‘⁄≤ª∂‘≥∆ªÚ’þÕº–Œ∑÷≤º≤ªæ˘‘» ±ª·µº÷¬≤ªÕ¨–æ∞µƒCTE≤Ó“ÏΩœ¥Û£¨¥”∂¯‘⁄—π∫œπ˝≥Ã÷–≤˙…˙±‰–Œ°£∆‰±‰–Œª˙¿Ìø…Õ®π˝“‘œ¬‘≠¿ÌΩ‚ Õ°£
°°°°ºŸ…Ë”–¡Ω÷÷CTEœý≤ÓΩœ¥Ûµƒ–æ∞ÂÕ®π˝∞ÎπêØ∆¨—π∫œ‘⁄“ª∆£¨∆‰÷–A–æ∞ÂCTEŒ™1.5x10-5/°Ê£¨–æ∞Â≥§∂»æ˘Œ™1000mm°£‘⁄—π∫œπ˝≥Ã◊˜Œ™’≥Ω·∆¨µƒ∞ÎπêØ∆¨£¨‘Úæ≠π˝»ÌªØ°¢¡˜∂Ø≤¢ÃÓ≥‰Õº–Œ°¢πêػ˝∏ˆΩ◊∂ŒΩ´¡Ω’≈–æ∞Â’≥∫œ‘⁄“ª∆°£
°°°°Õº1Œ™∆’Õ®FR-4 ˜÷¨‘⁄≤ªÕ¨…˝Œ¬ÀŸ¬ œ¬µƒ∂Ø’≥µ◊«˙œþ£¨“ª∞„«Èøˆœ¬£¨≤ƒ¡œ¥”90°Ê◊Û”“ø™ º¡˜∂Ø£¨≤¢‘⁄¥ÔµΩTGµ„“‘…œø™ ºΩª¡™πêأ¨‘⁄πêØ÷Æ«∞∞ÎπêØ∆¨Œ™◊‘”…◊¥Ã¨£¨¥À ±–æ∞Â∫ÕÕ≠≤≠¥¶‘⁄ л»∫Û◊‘”…≈Ú’Õ◊¥Ã¨,∆‰±‰–Œ¡øø…“‘Õ®π˝∏˜◊‘µƒCTE∫ÕŒ¬∂»±‰ªØ÷µµ√µΩ°£
°°°°ƒ£ƒ‚—π∫œÃıº˛,Œ¬∂»¥”30°Ê…˝÷¡180°Ê,
°°°°¥À ±¡Ω÷÷–æ∞±‰–Œ¡ø∑÷±Œ™
°°°°°˜LA=(180°Ê~30°Ê)x1.5x10-5m/°ÊX1000mm=2.25mm
°°°°°˜LB=(180°Ê~30°Ê)X2.5X10-5M/°ÊX1000mm=3.75mm
°°°°¥À ±”…”⁄∞Îπê؅–‘⁄◊‘”…◊¥Ã¨,¡Ω÷÷–æ∞“ª≥§“ª∂Ã,ª•≤ª∏……Ê,…–Œ¥∑¢…˙±‰–Œ°£
°°°°º˚Õº2,—π∫œ ±ª·‘⁄∏þŒ¬œ¬±£≥÷“ª∂Œ ±º‰,÷±µΩ∞ÎπêØÕÍ»´πêØ,¥À ± ˜÷¨±‰≥…πêØ◊¥Ã¨,≤ªƒÐÀÊ“‚¡˜∂Ø,¡Ω÷÷–æ∞ÂΩ·∫œ‘⁄“ª∆.µ±Œ¬∂»œ¬Ωµ ±,»ÁŒÞ≤„º‰ ˜÷¨ ¯∏ø,–æ∞ª·ªÿ∏¥÷¡≥ı º≥§∂»,≤¢≤ªª·≤˙…˙±‰–Œ,µ´ µº …œ¡Ω’≈–æ∞‘⁄∏þŒ¬ ±“—æ≠±ªπêصƒ ˜÷¨’≥∫œ,‘⁄ΩµŒ¬π˝≥Ã÷–≤ªƒÐÀÊ“‚ ’Àı,∆‰÷–A–æ∞”¶∏√ ’Àı3.75mm, µº …œµ± ’Àı¥Û”⁄2.25mm ±ª· еΩA–æ∞µƒ◊Ë∞≠,Œ™¥Ô≥…¡Ω–æ∞º‰µƒ С¶∆Ω∫‚,B–æ∞Â≤ªƒÐ ’ÀıµΩ3.75mm,∂¯A–æ∞ ’Àıª·¥Û”⁄2.25mm,¥”∂¯ π’˚∞ÂœÚB–æ∞Â∑ΩœÚ±‰«˙,»ÁÕº2À˘ æ°£
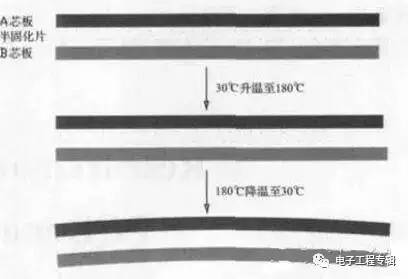
≤ªÕ¨CTE–æ∞—π∫œπ˝≥Ã÷–±‰–Œ æ“‚
°°°°∏˘æð…œ ˆ∑÷Œˆø…÷™,PCB∞µƒ≤„—πΩ·ππ°¢≤ƒ¡œ¿ý–Õ“—æ≠Õº–Œ∑÷≤º «∑Òæ˘‘»£¨÷±Ω””∞œÏ¡À≤ªÕ¨–æ∞“‘º∞Õ≠≤≠÷ƺ‰µƒCTE≤Ó“Ï£¨‘⁄—π∫œπ˝≥Ã÷–µƒ’«Àı≤ӓϪ·Õ®π˝∞ÎπêØ∆¨µƒπÃ∆¨π˝≥Ã∂¯±ª±£¡Ù≤¢◊Ó÷’–Œ≥…PCB∞µƒ±‰–Œ°£
°°°°2.2 PCB∞º”π§π˝≥Ã÷–“˝∆µƒ±‰–Œ
°°°°PCB∞º”π§π˝≥õƒ±‰–Œ‘≠“Ú∑«≥£∏¥‘”ø…∑÷Œ™»»”¶¡¶∫Õª˙–µ”¶¡¶¡Ω÷÷”¶¡¶µº÷¬°£∆‰÷–»»”¶¡¶÷˜“™≤˙…˙”⁄—π∫œπ˝≥Ã÷–£¨ª˙–µ”¶¡¶÷˜“™≤˙…˙∞º˛∂—∑≈°¢∞·‘À°¢∫Êøæπ˝≥Ã÷–°£œ¬√Ê∞¥¡˜≥ÃÀ≥–Ú◊ˆºÚµ•Ã÷¬€°£
°°°°∏≤Õ≠∞¿¥¡œ£∫∏≤Õ≠∞Âæ˘Œ™À´√Ê∞£¨Ω·ππ∂‘≥∆£¨ŒÞÕº–Œ£¨Õ≠≤≠”Î≤£¡ß≤ºCTEœý≤ӌ޺∏£¨À˘“‘‘⁄—π∫œπ˝≥Ã÷–º∏∫ı≤ªª·≤˙…˙“ÚCTE≤ªÕ¨“˝∆µƒ±‰–Œ°£µ´ «£¨∏≤Õ≠∞—πª˙≥þ¥Á¥Û£¨»»≈Ã≤ªÕ¨«¯”ڥʑ⁄Œ¬≤Ó£¨ª·µº÷¬—π∫œπ˝≥Ã÷–≤ªÕ¨«¯”Ú ˜÷¨πêØÀŸ∂»∫Õ≥Ã∂»”–œ∏Œ¢≤Ó“Ï£¨Õ¨ ±≤ªÕ¨…˝Œ¬ÀŸ¬ œ¬µƒ∂ا∂»“≤”–Ωœ¥Û≤Ó“Ï£¨À˘“‘“≤ª·≤˙…˙”…”⁄πêØπ˝≥Ã≤Ó“Ï¥¯¿¥µƒæ÷≤ø”¶¡¶°£“ª∞„’‚÷÷”¶¡¶ª·‘⁄—π∫œ∫ÛŒ¨≥÷∆Ω∫‚£¨µ´ª·‘⁄»’∫Ûµƒº”π§÷–÷Ω• Õ∑≈≤˙…˙±‰–Œ°£
°°°°—π∫œ£∫PCB—π∫œπ§–Ú «≤˙…˙»»”¶¡¶µƒ÷˜“™¡˜≥ã¨∆‰÷–”…”⁄≤ƒ¡œªÚΩ·ππ≤ªÕ¨≤˙…˙µƒ±‰–Œº˚…œ“ªΩ⁄µƒ∑÷Œˆ°£”Î∏≤Õ≠∞—π∫œ¿ýÀ∆£¨“≤ª·≤˙…˙πêØπ˝≥Ã≤Ó“Ï¥¯¿¥µƒæ÷≤ø”¶¡¶£¨PCB∞”…”⁄∫Ò∂»∏¸∫Ò°¢Õº–Œ∑÷≤º∂ý—˘°¢∞ÎπêØ∆¨∏¸∂ýµ»‘≠“Ú£¨∆‰»»”¶¡¶“≤ª·±»∏≤Õ≠∞Â∏¸∂ý∏¸ƒ—œ˚≥˝°£∂¯PCB∞Â÷–¥Ê‘⁄µƒ”¶¡¶£¨‘⁄∫ÛºÃ◊Íø◊°¢Õ‚–ŒªÚ’þ…’øæµ»¡˜≥Ã÷– Õ∑≈£¨µº÷¬∞º˛≤˙…˙±‰–Œ°£
°°°°
°°°°◊Ë∫∏°¢◊÷∑˚µ»∫Êø桘≥ã∫”…”⁄◊Ë∫∏”Õƒ´πÃªØ ±≤ªƒÐª•œý∂—µ˛£¨À˘“‘PCB∞Â∂ºª· ˙∑≈‘⁄ºÐ◊”¿Ô∫Ê∞Âπêأ¨◊Ë∫∏Œ¬∂»150°Ê◊Û”“£¨∏’∫√≥¨π˝÷–µÕTg≤ƒ¡œµƒTgµ„£¨Tgµ„“‘…œ ˜÷¨Œ™∏þµØ裨∞º˛»ð“◊‘⁄◊‘÷ÿªÚ’þ∫Êœ‰«ø∑Á◊˜”√œ¬±‰–Œ°£
°°°°»»∑Á∫∏¡œ’˚∆Ω£∫∆’Õ®∞»»∑Á∫∏¡œ’˚∆Ω ±Œ˝¬ØŒ¬∂»Œ™225°Ê~265°Ê, ±º‰Œ™3S-6S°£»»∑ÁŒ¬∂»Œ™280°Ê~300°Ê.∫∏¡œ’˚∆Ω ±∞Â¥” “Œ¬Ω¯Œ˝¬Ø£¨≥ˆ¬Ø∫Û¡Ω∑÷÷”ƒ⁄”÷Ω¯–– “Œ¬µƒ∫Û¥¶¿ÌÀÆœ¥°£’˚∏ˆ»»∑Á∫∏¡œ’˚∆Ωπ˝≥ÃŒ™÷Ë»»÷Ë¿‰π˝≥𣔅”⁄µÁ¬∑∞Â≤ƒ¡œ≤ªÕ¨£¨Ω·ππ”÷≤ªæ˘‘»£¨‘⁄¿‰»»π˝≥Ã÷–±ÿ»ªª·≥ˆœ÷»»”¶¡¶£¨µº÷¬Œ¢π€”¶±‰∫Õ’˚ñ‰–Œ«Ã«¯°£
°°°°¥Ê∑≈£∫PCB∞‘⁄∞Î≥…∆∑Ω◊∂Œµƒ¥Ê∑≈“ª∞„∂ºº·≤‘⁄ºÐ◊”÷–£¨ºÐ◊”À…ΩÙµ˜’˚µƒ≤ª∫œ £¨ªÚ’þ¥Ê∑≈π˝≥Ã÷–∂—µ˛∑≈∞µ»∂ºª· π∞º˛≤˙…˙ª˙–µ±‰–Œ°£”»∆‰∂‘”⁄2.0mm“‘œ¬µƒ±°∞”∞œÏ∏¸Œ™—œ÷ÿ°£
°°°°≥˝“‘…œ“ÚÀÿ“‘Õ‚£¨”∞œÏPCB∞±‰–Œµƒ“ÚÀÿªπ”–∫Ð∂ý°£
°°°°3°¢PCB∞«ë˙±‰–Œµƒ‘§∑¿
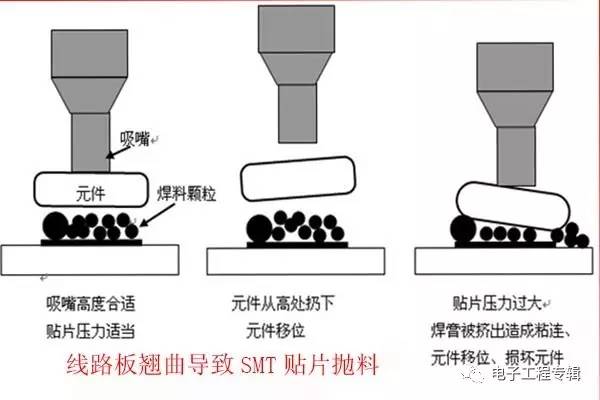
°°°°µÁ¬∑∞«ë˙∂‘”°÷∆µÁ¬∑∞µƒ÷∆◊˜”∞œÏ «∑«≥£¥Ûµƒ£¨«Ã«˙“≤ «µÁ¬∑∞Â÷∆◊˜π˝≥Ã÷–µƒ÷ÿ“™Œ Â÷Æ“ª£¨◊∞…œ‘™∆˜º˛µƒ∞Â◊”∫∏Ω”∫Û∑¢…˙Õ‰«˙£¨◊Ⱥ˛Ω≈∫Ѓ—’˚∆ΰ£∞Â◊”“≤ŒÞ∑®◊∞µΩª˙œ‰ªÚª˙ƒ⁄µƒ≤Â◊˘…œ£¨À˘“‘£¨µÁ¬∑∞«ë˙ª·”∞œÏµΩ’˚∏ˆ∫Û–Ú𧓒µƒ’˝≥£‘À◊˜°£œ÷Ω◊∂Œ”°÷∆µÁ¬∑∞“—Ω¯»ÎµΩ±Ì√Ê∞≤◊∞∫Õ–æ∆¨∞≤◊∞µƒ ±¥˙£¨π§“’∂‘µÁ¬∑∞«ë˙µƒ“™«Ûø…ŒΩ «‘Ω¿¥‘Ω∏þ°£À˘“‘Œ“√«“™’“µΩ∞ά∑∞ԫë˙µƒ‘≠“Ú°£
°°°°
°°°°1.π§≥Å˺∆£∫”°÷∆∞…˺∆ ±”¶◊¢“‚ ¬œÓ£∫A.≤„º‰∞ÎπêØ∆¨µƒ≈≈¡–”¶µ±∂‘≥∆£¨¿˝»Á¡˘≤„∞£¨1°´2∫Õ5°´6≤„º‰µƒ∫Ò∂»∫Õ∞ÎπêØ∆¨µƒ’≈ ˝”¶µ±“ª÷¬£¨∑Ò‘Ú≤„—π∫Û»ð“◊«Ã«˙°£ B.∂ý≤„∞–æ∞Â∫Õ∞ÎπêØ∆¨”¶ π”√Õ¨“ªπ©”¶…õƒ≤˙∆∑°£C. Õ‚≤„A√Ê∫ÕB√ʵƒœþ¬∑Õº–Œ√ʪ˝”¶æ°¡øΩ”Ω¸°£»ÙA√ÊŒ™¥ÛÕ≠√Ê£¨∂¯B√ÊΩˆ◊þº∏∏˘œþ£¨’‚÷÷”°÷∆∞‘⁄ ¥øÃ∫ÛæÕ∫лð“◊«Ã«˙°£»Áπ˚¡Ω√ʵƒœþ¬∑√ʪ˝œý≤Óô¥Û£¨ø…‘⁄œ°µƒ“ª√ʺ”“ª–©∂¿¡¢µƒÕ¯∏Ò£¨“‘◊˜∆Ω∫‚°£
°°°°2.œ¬¡œ«∞∫Ê∞£∫∏≤Õ≠∞Âœ¬¡œ«∞∫Ê∞£®150…„ œ∂»£¨ ±º‰8°¿2–° ±£©ƒøµƒ «»•≥˝∞ƒ⁄µƒÀÆ∑÷£¨Õ¨ ± π∞Â≤ƒƒ⁄µƒ ˜÷¨ÕÍ»´πêأ¨Ω¯“ª≤Ωœ˚≥˝∞Â≤ƒ÷– £”ýµƒ”¶¡¶£¨’‚∂‘∑¿÷π∞«ë˙ «”–∞Ô÷˙µƒ°£ƒø«∞£¨–Ì∂ýÀ´√Ê°¢∂ý≤„∞»‘º·≥÷œ¬¡œ«∞ªÚ∫Û∫Ê∞Â’‚“ª≤Ω÷Ë°£µ´“≤”–≤ø∑÷∞Â≤ƒ≥ß¿˝Õ‚£¨ƒø«∞∏˜PCB ≥ß∫Ê∞µƒ ±º‰πÊ∂®“≤≤ª“ª÷¬£¨¥”4£≠10–° ±∂º”–£¨Ω®“È∏˘æð…˙≤˙µƒ”°÷∆∞µƒµµ¥Œ∫ÕøÕªß∂‘«Ã«˙∂»µƒ“™«Û¿¥æˆ∂®°£ºÙ≥…∆¥∞Â∫Û∫Êªπ «’˚øÈ¥Û¡œ∫Ê∫Ûœ¬¡œ£¨∂˛÷÷∑Ω∑®∂ºø…––£¨Ω®“Ⱥ١œ∫Û∫Ê∞°£ƒ⁄≤„∞“ý”¶∫Ê∞°£
°°°°3.∞ÎπêØ∆¨µƒæ≠Œ≥œÚ£∫∞ÎπêØ∆¨≤„—π∫Ûæ≠œÚ∫ÕŒ≥œÚ ’Àı¬ ≤ª“ª—˘£¨œ¬¡œ∫Õµ¸≤„ ±±ÿ–Î∑÷«Âæ≠œÚ∫ÕŒ≥œÚ°£∑Ò‘Ú£¨≤„—π∫Û∫лð“◊‘Ï≥…≥…∆∑∞«ë˙£¨º¥ πº”—π¡¶∫Ê∞“ý∫Ѓ—æ¿’˝°£∂ý≤„∞«ë˙µƒ‘≠“Ú£¨∫Ð∂ýæÕ «≤„—π ±∞ÎπêØ∆¨µƒæ≠Œ≥œÚ√ª∑÷«Â£¨¬“µ¸∑≈∂¯‘Ï≥…µƒ°£»Á∫Œ«¯∑÷æ≠Œ≥œÚ£ø≥…æ̵ƒ∞ÎπêØ∆¨æÌ∆µƒ∑ΩœÚ «æ≠œÚ£¨∂¯øÌ∂»∑ΩœÚ «Œ≥œÚ£ª∂‘Õ≠≤≠∞¿¥Àµ≥§±þ ±Œ≥œÚ£¨∂ñþ «æ≠œÚ£¨»Á≤ªƒÐ»∑∂®ø…œÚ…˙≤˙…êÚ𩔶…Ã≤È—Ø°£
°°°°4. ≤„—π∫Û≥˝”¶¡¶ £∫∂ý≤„∞‘⁄ÕÍ≥…»»—π¿‰—π∫Û»°≥ˆ£¨ºÙªÚœ≥µÙ√´±þ£¨»ª∫Û∆Ω∑≈‘⁄∫Êœ‰ƒ⁄150…„ œ∂»∫Ê4–° ±£¨“‘ π∞ƒ⁄µƒ”¶¡¶÷Ω• Õ∑≈≤¢ π ˜÷¨ÕÍ»´πêأ¨’‚“ª≤Ω÷Ë≤ªø… °¬‘°£
°°°°5.±°∞µÁ∂∆ ±–Ë“™¿≠÷±£∫0.4°´0.6mm≥¨±°∂ý≤„∞Â◊˜∞Â√ʵÁ∂∆∫ÕÕº–ŒµÁ∂∆ ±”¶÷∆◊˜Ãÿ ‚µƒº–πı£¨‘⁄◊‘∂صÁ∂∆œþ…œµƒ∑…∞Õ…œº–…œ±°∞Â∫Û£¨”√“ªÃı‘≤π˜∞—’˚Ãı∑…∞Õ…œµƒº–πı¥Æ∆¿¥£¨¥”∂¯¿≠÷±πı…œÀ˘”–µƒ∞Â◊”£¨’‚—˘µÁ∂∆∫Ûµƒ∞Â◊”æÕ≤ªª·±‰–Œ°£»ÙŒÞ¥À¥Î ©£¨æ≠µÁ∂∆∂˛»˝ ÆŒ¢√◊µƒÕ≠≤„∫Û£¨±°∞ª·Õ‰«˙£¨∂¯«“ƒ—“‘≤πæ»°£
°°°°6.»»∑Á’˚∆Ω∫Û∞Â◊”µƒ¿‰»¥£∫”°÷∆∞»»∑Á’˚∆Ω ±æ≠∫∏Œ˝≤€£®‘º250…„ œ∂»£©µƒ∏þŒ¬≥ª˜£¨»°≥ˆ∫Û”¶∑≈µΩ∆Ω’˚µƒ¥Û¿Ì تÚ∏÷∞Â…œ◊‘»ª¿‰»¥£¨‘⁄ÀÕ÷¡∫Û¥¶¿Ìª˙◊˜«Âœ¥°£’‚—˘∂‘∞Â◊”∑¿«Ã«˙∫Д–∫√¥¶°£”–µƒπ§≥ߌ™‘ˆ«ø«¶Œ˝±Ì√ʵƒ¡¡∂»£¨∞Â◊”»»∑Á’˚∆Ω∫۬̅œÕ∂»Î¿‰ÀÆ÷–£¨º∏√Î÷”∫Û»°≥ˆ‘⁄Ω¯––∫Û¥¶¿Ì£¨’‚÷÷“ª»»“ª¿‰µƒ≥ª˜£¨∂‘ƒ≥–©–Õ∫≈µƒ∞Â◊”∫Ðø…ƒÐ≤˙…˙«Ã«˙£¨∑÷≤„ªÚ∆≈𰣡ÌÕ‚…˱∏…œø…º”◊∞∆¯∏°¥≤¿¥Ω¯––¿‰»¥°£
°°°°7.«Ã«˙∞Â◊”µƒ¥¶¿Ì£∫πп̔––Úµƒπ§≥ߣ¨”°÷∆∞‘⁄◊Ó÷’ºÏ—È ±ª·◊˜100£•µƒ∆Ω’˚∂»ºÏ≤È°£∑≤≤ª∫œ∏Òµƒ∞Â◊”∂ºΩ´ÃÙ≥ˆ¿¥£¨∑≈µΩ∫Êœ‰ƒ⁄£¨‘⁄150…„ œ∂»º∞÷ÿ—πœ¬∫Ê3°´6–° ±£¨≤¢‘⁄÷ÿ—πœ¬◊‘»ª¿‰»¥°£»ª∫Û–∂—π∞—∞Â◊”»°≥ˆ£¨‘⁄◊˜∆Ω’˚∂»ºÏ≤È£¨’‚—˘ø…ÕÏæ»≤ø∑÷∞Â◊”£¨”–µƒ∞Â◊”–Ë◊˜∂˛µΩ»˝¥Œµƒ∫Ê—π≤≈ƒÐ’˚∆Ω°£…œ∫£ª™±§¥˙¿Ìµƒ∆¯—π Ω∞«Ã∑¥÷±ª˙æ≠…œ∫£±¥∂˚µƒ π”√‘⁄≤π滜þ¬∑∞«ë˙∑Ω√Ê”– Æ∑÷∫√µƒ–ßπ˚°£»Ù“‘…œ…ʺ∞µƒ∑¿«Ã«˙µƒπ§“’¥Î ©≤ª¬‰ µ£¨≤ø∑÷∞Â◊”∫Ê—π“≤√ª”√£¨÷ªƒÐ±®∑œ°£
°°°°4°¢PCB∞«ë˙±‰±Í◊º
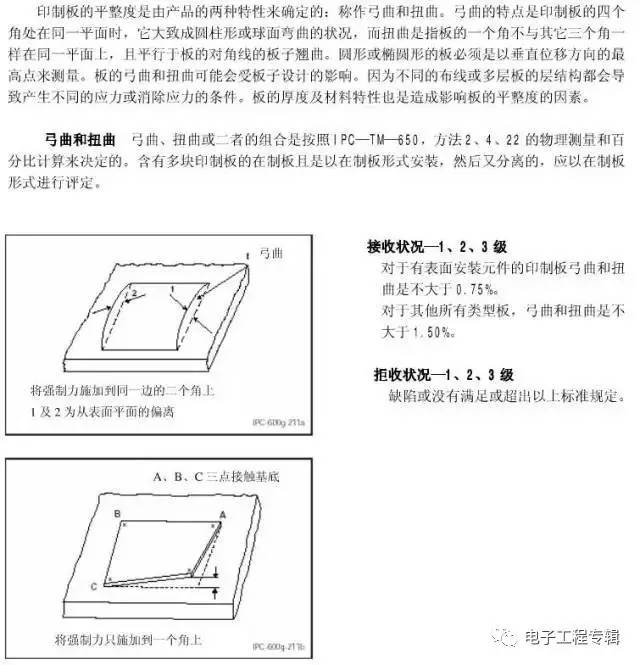
°°°°PCB∞«ñÍ◊º«Î≤ŒøºIPC-A-600G µ⁄2.11∆Ω’˚∂»±Í◊º£∫ ∂‘”⁄±Ì√Ê∞≤◊∞‘™º˛(»ÁSMTÃ˘◊∞)µƒ”°÷∆∞Â∆‰≈§«˙∫Õπ≠«˙±Í◊ºŒ™≤ª¥Û”⁄0.75%,∆‰À¸¿ý–Õµƒ∞ÂŒ™≤ª¥Û”⁄1.5%°£ ≤‚ ‘∑Ω∑®≤ŒøºIPC-TM-650 2.4.22°£
°°°°
°°°° |




 π´ÀæºÚΩÈ
π´ÀæºÚΩÈ